

Color sensors have long been used on assembly lines to detect specific components. The challenge has been to detect subtle differences among similar or highly reflective colors. For example, metallic paint used in the automotive industry makes it difficult to differentiate among shades of gray or gold. This is important when matching subassemblies, such as mirrors to bodies or bumpers to park-assist sensors. Furthermore, color sensors have been limited by the number of colors they can detect and by their limited abilities to quickly change setups or handle multiple colors.
Fortunately, advances in electronics, optics, and software have led to the development of color sensors that output the reading intensity and color value. This information allows the controller or operator to see not only what color is detected but also how much color is present. The technology makes for a more sensitive sensor that can ignore luster and discriminate among subtle shades. Now processes can be fine-tuned to facilitate flexible manufacturing and precise color correction.
Programmable Color Sensing
A typical color sensor has a high-intensity white LED that projects modulated light on the target. The reflection from the target is analyzed for the constituent red, green, and blue (RGB) values and intensities. This information is used to verify that the right parts are present and assembled correctly, and to control the color of the manufactured goods.
In a typical application, the machine operator holds a color sample in front of the sensor, programming it to match for that particular color. During and after the process, the operator may notice matching failures involving colors that are slightly dark or slightly light, but still within acceptable quality standards. The operator then reprograms the sensor with wider high/low set points and through a trial-and-error process establishes the ideal range.
If the sensor has multiple channels, it can be programmed to recognize multiple colors—one color on each channel (Figure 1). The signal for each channel is a discrete alarm output. This technology enables simple color identification or matching, such as sorting or part-identification functions, where a pass/fail criterion is sufficient.
 Figure 1. The ColorMax-1000 color sensor from EMX Industries, Inc., outputs color intensity and displays the reading numerically as a percentage of the range. |
Other processes, however, require in-depth monitoring and do not always fit the simple pass/fail scenario. Next-generation color sensors provide three additional outputs representing the RGB color values of each reading. The benefits include more intelligent control of manufacturing.
In practice, the sensor outputs raw RGB readings as analog signals. Analog signals are better suited for communications because digital readings for three channels every 150 µs would exceed the throughput limitations of typical serial protocols. A sensor that converts the raw RGB signals to analog with 10-bit resolution will output 5 mV for each of the 1023 steps.
No Longer a Blind Process
When a color match fails, the operator looks at the process and makes whatever changes are necessary to bring the color back into spec. The problem is that the engineer is working blind, realizing that a match failed, but not knowing by how much or why. Was the paint applied too lightly (nozzle clogged)? Is it the wrong hue (picked an outdated part)? Are the parameters set too conservatively (color was close enough)? These questions can be answered by seeing the intensity of the individual RGB readings (Figure 2). If the color-intensity data are fed to a control-panel display, the operator can see if the readings are drifting high or low and take action before an alarm occurs.
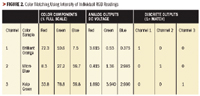 Figure 2. Color Matching Using Intensity of Individual RGB Readings |
If the cause of color variation is not readily apparent or if no display is available, the analog RGB signals can be digitized and fed into a data acquisition system. This allows for comprehensive trending and analysis of sensor readings. Some sensors offer a data-dump mode in which the raw digital readings are communicated via an RS-232 connection.
The new sensors have individually programmable tolerances for each color component (RGB) that makes up a specific color. In addition, the tolerances are adjustable on a channel-by-channel basis, which enables finer control of processes. For example, an operator can determine that the critical reading for matching an exact color in a given operation is the level of red, in which case the acceptable range for red could be set more narrowly than the ranges for blue and green.
Parts Assembly
Assembly applications can benefit from color sensors that store multiple colors in memory because the control system can identify color-coordinated parts. For example, an automotive-parts supplier needs to make sure that the door trim, seat cover, stitching, and console match one another, although each is a slightly different shade of beige. Each of the color profiles is programmed into the sensor on channels 1, 2, 3, and 4, representing the different parts being used. During assembly, the machinery picks the parts in a certain order, so if there is a color failure, the controller knows which part is at fault.
In a second sample application, there are beige interiors, gray interiors, and silver interiors, each with a family of matching colors. Therefore, the sensor must be able to store color profiles for a total of 12 colors. More powerful and lower cost ICs are fueling the trend to sensors with larger memories. You can change manufacturing setups without reprogramming the sensor, which is essential for high-mix, low-volume manufacturing with frequent color changes.
Accurate Readings Despite Luster
Hot spots of reflected light can cause a color to read lighter than it actually is. Some color sensors use an optional setting to correct this problem. The setting engages an algorithm in the sensor software that enables the sensor to ignore hot spots. This mode requires a relatively wide beam spot and sensitive sensor electronics to preserve the operating-distance range.
Process Manufacturing Applications
You can now use color sensors for applications that once required sophisticated color-sensing equipment. An automated system can use color variation detected by the sensor as input for corrective action. For example, a 2% deficiency in blue would add proportionally more blue ink than a 1% deficiency. With this approach, the controller can make minor in-process adjustments.
Applications that can benefit from this feature include manufacturing products with stringent color specifications. For example, during textile manufacture, uniformity within a dye lot is essential. The RGB intensity levels can be constantly monitored and a slight change in color corrected by increasing or decreasing the appropriate dye. Similarly, printing operations, plastic injection molding processes, and painting/coating systems benefit from in-process monitoring of color quality.
In addition, instead of the sensor's making the match decision, a controller now can perform this function. For the first time, you have the option of developing your own algorithms for color control. Using color-intensity data from the sensor, a controller can store and make matching decisions on a virtually unlimited number of colors.
A Wide Range of Color-Sensing Devices
Strictly speaking, color sensors are simple devices used to verify that a target is the correct color. The sensors should not be confused with the calibrated instruments used to precisely measure colors for consistency (Figure 3).
 Figure 3. Color-Sensing Devices Evaluated |
Color-verification systems use several points of measurement and can distinguish between colors that appear identical to the eye. Such systems are used to verify color, as a color sensor does, but they also can report color tolerances as a final quality-control step.
Conventional color sensors are used in high-speed manufacturing applications and use three measurements (red, green, blue) to distinguish among colors that have clear color differences. Historically, the output is a discrete pass/fail signal. You can now use next-generation color sensors at higher speeds for applications that previously could be performed only by expensive color-verification systems.
Bill Letterle can be reached at EMX Industries, Inc., Cleveland, OH; 216-518-9888, [email protected], www.emxinc.com.