

Part I of this article, in the May 1997 issue of Sensors, addressed NTC thermistor characteristics, materials, and configurations. Part II, in June, took up methods of determining the level of uncertainty. The photo and figure numbers in Part III are continuous from Parts I and II.
 |
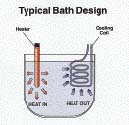
A thermistor testing system typically includes a temperature-controlled bath (see Photo 3), a temperature calibration standard, and an instrument to measure electrical resistance. Each must be initially evaluated to determine its fit in the entire system.
The Temperature-Controlled Bath
Evaluating the temperature-controlled bath, usually the most costly piece of equipment in the system, can be one of the most time-consuming steps. Without the instrumentation or test capability necessary to verify that the bath's perform-ance matches the manufacturer's specifications, it may be difficult to determine whether the bath will meet the requirements of the application.
Wherever possible, request a demonstration of the bath's capabilities, research the manufacturer's reputation for quality and service, and ask for references before making a purchase. For most test systems, the accuracy of the bath temperature set point specification listed by most manufacturers is less important than the set point resolution of the temperature, since a separate temperature standard will be used as the reference to set and monitor the bath temperature. More pertinent are the temperature stability and uniformity specifications. The relationship between stability/uniformity specifications and uncertainty is simple: the greater the stability and uniformity of the bath temperature, the better the estimated expanded uncertainty of the total system.
Stability/uniformity specifications derive from a number of factors, including design, intended use, and price. Typical specifications are ±0.5ºC for low-cost baths ($1000 - $1500); ±0.05ºC for mid-priced baths ($2000 - $4000); and ±0.005ºC or better for high-end calibration lab baths ($5000 - $8000).
A bath may need to be heated or cooled or both, depending on the test temperature range. Baths with heating and cooling capabilities are commonly used for thermistors in the -20ºC to 120ºC range. Baths with heat-only capability usually specify an operating temperature range from 10ºC above ambient to 150ºC. Baths capable of handling wider temperature ranges (e.g., -80ºC to 110ºC, 40ºC -300ºC) and extremely low temperatures (down to -100ºC) are available, but may cost significantly more.
Good bath design includes the proper combination of physical/mechanical features and the electronic temperature controls. The right type of heater and refrigeration will balance the heating and cooling systems, minimizing temperature gradients. The bath fluid must be stirred vigorously to promote even temperature without the formation of air bubbles or vortices in the fluid. The temperature control system, including the temperature sensor, must be responsive enough to maintain temperature uniformity and stability for long periods. Because thermistors exhibit a high degree of sensitivity and a quick response to temperature changes, thermistor-based temperature controllers typically provide the best results for baths requiring excellent temperature uniformity and stability.
Other features to be considered are bath volume and depth and the type of bath fluid. Bath volume is dictated by the size of the sensor(s)to be tested. A good general rule is to have the volume or mass of the bath fluid at least 1000 X the mass of the device to be tested. Most commercial baths are available in capacities ranging from 4 to 8 liters (~1 to 2 gallons), 2000-4000 X the mass of a typical thermistor. Proper bath depth permits the sensor to be sufficiently immersed without getting too close to the bath bottom or sidewalls where temperature gradients may exist. The baths described above normally have a depth of 15 - 25 cm (~6 in. to 10 in.), sufficient for testing most thermistors.
The choice of bath fluid depends on the specifications recommended by the bath manufacturer, the configuration of the sensor, and the temperature range over which it will be tested. The most common bath fluids are oil and water. A variety of high-dielectric fluids are available for temperatures below 0ºC and above 100ºC, where the use of water would not be feasible. The fluid should have the right viscosity for the operating temperature range to permit proper stirring action. Some bath manufacturers recommend a fluid viscosity of </-10 cSt; others can accommodate up to 50 cSt.
It is important to match the fluid to the bath's operating temperature range. For example, a high-temperature fluid in a cold bath would make the fluid excessively viscous, resulting in poor stirring and even damage to the stirring mechanism. Conversely, using a fluid at a temperature above its flash point is hazardous.
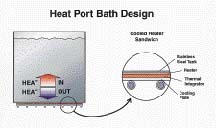
The Heat Port Design for Calibration BathsJ. Randall Owen, Hart ScientificGuidelines published by the National Voluntary Laboratory Accreditation Program require a calibration bath with stability and uniformity 10 times better than the uncertainty specified for the sensor being calibrated. If you're testing a thermistor with a specification of ±0.1ºF, for instance, your bath must be stable and uniform to ±0.01ºF (±0.005ºC).
Hart Scientific pioneered the use of a "heat port" in the design of its calibration baths (see Figure 4). A cooling coil and a heater are sandwiched to the outside of the bath's stainless steel tank. The tank bottom becomes the heat port, with most of the heat entering and exiting the bath through a single location. A single heat port also simplifies uniformity control. With separate heating and cooling devices, the bath liquid is obviously
Baths that mix the bath liquid with circulating pumps instead of stirrers are not normally designed for precise temperature calibration. Such baths feature a tubular inlet and outlet submerged in the tank. A flow pattern in the bath allows dead zones or pockets of fluid that are not uniform with the rest of the bath. A properly designed stirrer will achieve a uniformity spec similar to the stability spec of the bath. Because many temperature baths are designed for applications other than calibration, pertinent stability and uniformity specs may not be published clearly in the sales literature. For example, it is typical for some baths with an advertised stability of ±0.02ºC to deliver uniformity of 0.05ºC or even 0.1ºC. Ask the manufacturer to provide any specifications missing from the sales literature.
J. Randall Owen is President and Chief Operating Officer, Hart Scientific, 799 E. Utah Valley Dr., American Fork, UT 84003-9775; 801-763-1600, fax 801-763-1010. |
Thermistors with bare leads are usually tested in a high-dielectric oil. Substituting water would yield erratic results because the test current of the resistance-measuring instrument would electrically conduct through the water between the leads. Depending on the purity of the water, this condition would cause a short-circuit reading or the instrument would show an apparent reading much lower than the actual resistance value. However, distilled or deionized water can be used for thermistors with insulated leads and a water-resistant coating or those that are sealed in probe housings, as long as the bath is designed and built for use with water.