
As demand for products increases so do the requirements for the high-speed automated processes capable of providing these products and components at lower cost and with higher quality. One of the key components in this high-speed production environment is the sensor, evaluating many of the features and characteristics of products at rates as fast as hundreds of items a second.
Although there are many types of sensors—including ultrasonic, photoelectric, capacitive, and inductive—this discussion will focus on specialty photoelectric sensors. This article is intended to guide readers through the process of selecting the right sensor to achieve a reliable solution for their automation control needs.
How Photoelectric Sensors Work
The basic functions of a photoelectric sensor are to react to a change in light produced by, or characteristic of, a target and to generate an analog or digital electrical signal that interfaces to external equipment for control purposes.
Typically, the sensor is set to differentiate between two conditions or characteristics exhibited by the target, e.g., detection of a light or dark mark on a label or the presence/absence of an adhesive on a part. More advanced sensors, such as color sensors, react not only to the change in light produced by the target but also evaluate the color content of the light, allowing multiple colors to be recognized.
All photoelectric sensors have a limited field of view (FOV) defined by their spot size. As a result, it's necessary to guide the target through the light spot—a photoelectric sensor cannot detect a 1 cm2 mark placed randomly in a 100 cm2 area without being directly "aimed" at the mark. Best results are achieved by maintaining a fixed sensor-to-target distance.
Nearly all photoelectric sensors modulate their light source to prevent ambient light from affecting the sensor's measurement. This technique involves measuring the signal with the light source on and with the light source off, then calculating the difference. The result is a signal level that is attributed solely to the sensor's light source (i.e., ambient light is subtracted out).
Sensor Commissioning Considerations
Sensor commissioning involves selecting the right sensor for the job, installing it, and evaluating it. Besides the general technical selection criteria, you may want to consider a sensor with a "teach" function. This allows the operator to teach the sensor the pass or fail condition by placing a known "good" part in the sensor's FOV, pressing a key on the sensor, then placing a "bad" part in the sensor's FOV and again pressing a key. The sensor evaluates the two conditions and sets a threshold into its memory.
Although this technique works in applications where there is a significant difference between a good part and a bad part, it is less useful in many other applications where the difference is less marked. For these applications, a successful implementation is more likely if the sensor selected provides the user with visual feedback, allowing the user to determine and set the optimum threshold level.
More advanced sensors provide visual feedback such as a display or bar graph that indicates the signal strength. Visual feedback aids in the set-up and evaluation process by indicating the signal strength to the operator, allowing the operator to determine the optimum location, within the sensor's range, for reliable operation. This feature is also a valuable troubleshooting aid when evaluation of marginal targets is necessary.
Contrast sensor. Contrast sensors detect a difference in contrast between the presence and absence of an object or mark (Figure 1) and are available in a variety of spot sizes ranging from a few millimeters to more than 25 mm. Many contrast sensors use a red or green LED light source (and often use both). Because different colors absorb different amounts of light, the wavelength of the light source can be selected to provide the highest amount of contrast for a given application. Unfortunately, this approach is not very flexible, requiring both a specific background and mark color. Sensors that provide both red and green light sources offer a greater degree of flexibility, but require a fixed selection of one or the other light source during operation. This is frequently accomplished automatically using the teach function.
 Figure 1. A broad-spectrum white light source provides the versatility to detect any color target on any color background |
The most versatile of the contrast sensors are those that provide a broad-spectrum white light source. These sensors provide good differentiation on all color and background combinations and also allow for quick changeover in production by adjusting the threshold level to one that has been previously established.
Other specialty contrast sensors provide large light spots that allow contrast sensing at extended distances exceeding 300 mm. One such sensor provides a 457 nm blue light source with coaxial optics to achieve reliable long-distance operation. For instance, sorting boxes from totes on a conveyor is one application for this style of sensor.
Color sensors. These sensors separate the reflected light from a target into its constituent red, green, and blue components, each of which is then evaluated to determine whether or not it is within the range of tolerances set for specific color recognition. They are effective in monitoring of color consistency in applications such as textile production, plastics, and other continuous output processes.
A color recognition channel allows you to associate the specific characteristics of the target with a discrete output line, with the values stored in the sensor's internal memory. Response time for these sensors can be as fast as 300 µs and spot sizes can vary from several millimeters to 25 millimeters.
Color sensors integrate the signal over the entire area of the light spot. Therefore, if the light spot spans two colors, the sensor will "see" the combination of the colors rather than each separate color. This is an important consideration in applications where the target has a texture or pattern such as wood grain or the multicolor crosshatch often used in automobile seat covers. While a small light spot would not be suitable for this application, a large light spot, with its ability to average the signal over a large area would likely do the job.
Available features range from simple teach functionality to a full-featured GUI (Figure 2) that allows real-time display, access to tolerance settings for each color, and general sensor controls. While simple applications such as sorting—based on a few very different colors—can often be accomplished with lower-end color sensors, more complicated applications will require the more comprehensive control of settings provided by full-featured sensors.
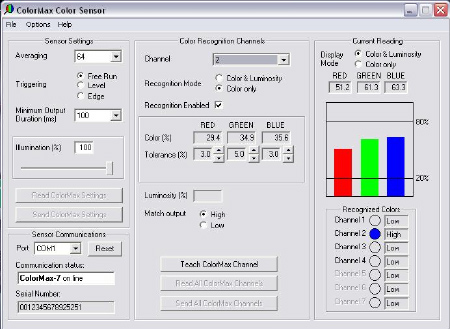 Figure 2. A Windows-based application program provides extensive control of sensor settings such as illumination level and individual red, green, and blue tolerance settings for color recognition channels |
Color mark sensors. Color mark sensors are designed to detect color marks at high speeds. They do not typically identify a specific color; rather, they react to a change from the background color and provide a discrete output signal to indicate the presence of a mark (Figure 3). Color mark sensors provide spot sizes from a circular spot <0.5 mm dia. to a 2 mm x 5 mm rectangular spot. Sensors that use rectangular-shaped spots require you to mount the sensor so that its spot has the proper orientation with respect to the mark; these are limited to detecting larger marks. A smaller, circular spot size is suitable for use on 0.5 mm wide and larger marks.
 Figure 3. An example of a color mark. A small spot size combined with fast sensor response allows reliable detection of 0.5 mm wide marks at process speeds exceeding 2000 ft./min. |
Key to the successful color mark sensor implementation is a careful analysis of the particular requirements of the application. For best results select a sensor with a spot size that is no larger than the smallest mark being detected to achieve the highest level of contrast.
Target speed is also a major factor in the selection process for color mark sensors. Many processes such as printing and converting require precise detection at high production speeds. For example, a 1 mm wide mark moving at 2000 ft./min. translates into the linear travel of 1 mm in 98 µs. Because the light source is modulated, it may be on or off as the mark enters the sensor's FOV. Therefore, the sensor's response must be sufficiently fast to make a measurement before the mark leaves the sensor's FOV. Selecting a sensor with a response that is four times faster than the time required for a mark to move the distance equal to its width will generally guarantee detection. In this example, a sensor with a maximum spot size of 0.5 mm and a response time of 25 µs or faster would be a suitable choice.
Luminescence sensors. Luminescence sensors respond to materials such as paints, greases, inks, and adhesives that have luminescent tracers, which emit light in the visible spectrum when stimulated by a UV light source. These sensors are useful in applications where the presence of these materials needs to be accurately verified. The technique of applying a luminescent marking is often useful in applications where there is significant variation in the background that needs to be ignored, such as text and graphics printed on labels. A luminescent mark can be printed using an invisible ink anywhere on a label without affecting the label's aesthetics and still allow a luminescence sensor to detect the mark to verify presence, orientation, and positioning of the label.
Often, clear films such as those used in tamper-evident seals contain optical brighteners that cause them to luminesce in the presence of a UV light source.
Many commonly used packaging and production materials use luminescent tracers as a means of providing presence verification. Among these materials are adhesives, gums, films, inks, and greases. Since many of these materials are clear or nearly clear, other types of sensors are not suitable for reliable verification.
Background or substrate luminescence is an important consideration in luminescent sensor applications. It is recommended that substrates be checked to verify that they do not possess a substantial luminescent property that will adversely affect the reliable detection of the intended luminescent markings. Some materials, such as white paper, contain optical brighteners that have a strong luminescent characteristic; it is often difficult to provide a luminescent mark that will exceed the background luminescence of high-quality white paper. In these cases, luminescent inks that emit light in the yellow/green spectrum may be useful to allow differentiation between the mark and the paper. Other materials, such as wood, have a natural luminescence; marks on wood need to have stronger luminescent properties than the wood for reliable detection.
Sensor Selection Considerations
Generally, selecting the proper sensor involves carefully assessing the target characteristic(s) and determining what constitutes the acceptance criteria.
1. What is the characteristic that is to be detected?
The table in Figure 4 shows many common materials and the type of sensor typically used for detection.
Figure 4. Certain sensor types lend themselves to use with various common materials
| SENSOR TYPE | CHARACTERISTIC TO BE DETECTED |
| Luminescence sensor | Luminescent tracer in: Adhesive Gum Grease Inks Crayon Chalk Thread |
| Color sensor | Color consistency, verification and sorting of: Painted products Automotive interior trim components Plastics Tinted films Stained wood Packaging materials Labels Printed products Carpet Textiles |
| Color mark sensor | Precise, high-speed color mark detection for: Printing processes Packaging applications Print-to-cut triangle for gluer-folder Color registration mark verification |
| Contrast sensor | Detects marks or contrast changes of: Registration marks Objects |
2. Is there one condition or are there multiple conditions that constitute acceptance of the part?
With the exception of the color sensor, all of the other sensor types detect a single characteristic or condition that causes the reflected light signal to be above or below the threshold. Multiple characteristics can often be differentiated using a color sensor or several contrast sensors.
3. Is the surface glossy or matte?
Glossy, highly reflective surfaces generally require mounting the sensor on a slight angle relative to the target surface, e.g., 15° from perpendicular. If the glossy characteristic is the feature that needs to be detected, then the sensor should be mounted perpendicular to the target surface. Matte surfaces diffuse light in a relatively uniform manner, improving detection consistency.
4. What is the size of the feature?
The mark or object should be larger than the sensor spot size for reliable operation. The size of the feature and the speed of the target must be considered in all but static or slow-moving processes. Reliable detection requires that the target be present in the sensor light spot long enough to be acknowledged by the sensor.
5. How fast is the target moving?
Reliable detection is a function of the sensor's response time, sampling rate, size of the target, and the speed of the target as it moves through the sensor's light spot. Simply put, the target needs to be present in the sensor's light spot long enough for the sensor to respond. Sensors that have response times faster than 100 µs are generally suitable for all but the highest speed/small target applications.
6. What is the distance—minimum and maximum—from the sensor mounting position to the target?
While some sensors operate at distances >100 mm, most do not. Greater distance operation requires the use of higher sensitivity sensors. Some color sensors, contrast sensors, and luminescence sensors provide large light spots allowing their use at greater distances from the target. Generally, it is best to select a sensor that will provide reliable detection and place it at the optimum distance rather than to fix on a distance requirement and try to find a sensor that will work.
7. Is the sensor-to-target distance fixed or does it vary?
Variation in sensor-to-target distance, typically referred to as "flutter," is a factor in successful detection. Since all photoelectric sensors measure the differences in light collected by the sensor optics, changes in distance will cause changes in the amount of light incident on the collection lens. Whether or not this results in a problem with detection reliability depends on the difference between presence and absence levels: the greater the difference, the greater the allowable distance variation.
Closing Thoughts
While applications are sufficiently different from one another, applying the guidelines discussed in this paper will help to make the sensor selection process a bit easier. Photoelectric sensors are powerful tools that, when properly applied, can produce highly reliable solutions to some tough automation challenges.