
The health of industrial equipment relies on many things, but unquestionably, the lubricants that grease the wheels of industry are at the top of the list. Unfortunately, a number of the methods of monitoring these fluids—such as time-based, algorithm-based, and off-board samples-based monitoring programs—have drawbacks that leave many looking for a better way. Now Lubrizol and Delta Electronics have teamed up to develop a new preventive maintenance diagnostic tool to monitor and evaluate the lifeblood of the equipment making up your automation and production infrastructure (Figure 1). However, before you can appreciate the solution, you have to understand the problem.
 Figure 1. Automation and production equipment require effective preventive maintenance diagnostic tools to monitor and evaluate critical lubricants (Photo courtesy of The Lubrizol Corp.) |
Industrial Lubricants
Typical lubricating oil contains a combination of mineral or synthetic base oils and additives that improve long-term stability and enhance performance in aggressive environments. Lubricants reduce friction, suspend contaminants, neutralize corrosive acids from the combustion process, protect wear surfaces, and provide other performance-enhancing features.
Industrial lubricants lose their functionality through high temperature-induced oxidative degradation and/or the increased presence of major contaminants, such as water, glycol, fuel, soot, and wear metals. Lubricant degradation and contamination reduces lubricity, fuel economy, and corrosion protection of metal surfaces and increases viscosity. As a result, performance deteriorates and industrial equipment eventually fails.
Load-carrying hydrodynamic film, which depends on the lubricant viscosity at operating temperatures, reduces friction. Detergent and dispersant additives neutralize corrosive organic acids and disperse and suspend contaminants, which in turn controls oxidation and contamination. Antioxidant and antiwear additives minimize surface oxidation and protect equipment surfaces through film formation. Unfortunately, the complex nature of lubricants and the variability of industrial equipment make it difficult to foresee every possible pathway leading to failure.
Standard Evaluation Techniques
To be appropriate for an application, a lubricant must be formulated to cost-effectively provide long equipment life. The equipment end user has to determine the lubricant's end of life (EOL) and make lubricant changes to minimize operating costs and maximize equipment performance and operating life.
One accepted way of determining if a lubricant has reached its EOL is to use physical and chemical laboratory tests and compare the results to OEM condemnation limits. The initial lubricant quality, equipment operating environment, fuel quality, and design and operating conditions have a direct bearing on the drain interval (the period of use until EOL).
Many OEMs expect end users to accept some loss of lubricant life, and they recommend conservative lubricant change intervals, typically based on equipment-operation time or mileage. If the chosen interval is not sufficiently conservative and the equipment has a tendency for a particular abnormal condition, the end user may see the equipment as having a high failure rate.
Some OEMs have attempted to better estimate EOL and claim to extend drain intervals through onboard algorithms that monitor equipment operating parameters, such as lubricant temperature and level, fuel use, and engine revolutions and speed. Although these algorithms can improve the EOL determination, the estimates remain inaccurate. No actual lubricant-condition measurement is made, and the algorithms typically make assumptions about variables that affect lubricant quality.
Those using off-board sampling programs draw a series of samples and send them to a laboratory for a detailed fluid-condition analysis. Unfortunately, sample removal and analysis is costly, inconvenient, and time consuming.
Recognizing the limitations of fixed or algorithm-based methods of determining drain intervals, sensor manufacturers have introduced products that claim to monitor lubricant conditions in real time. In many cases, the sensor measures only one of the lubricant's physical parameters, failure modes, or lubricant functionalities, and interpretation of this parameter in terms of overall lubricant condition is left to the OEM.
The FluiSens Alternative
The FluiSens system provides an alternative to time-based, algorithm-based, and off-board samples-based monitoring programs. Developed by Lubrizol and Delta Electronics, the system combines a transducer with an integrated thermocouple, microcontroller, wireless communications unit, fluid condition-monitoring algorithms, and a diagnosis display (Figure 2).
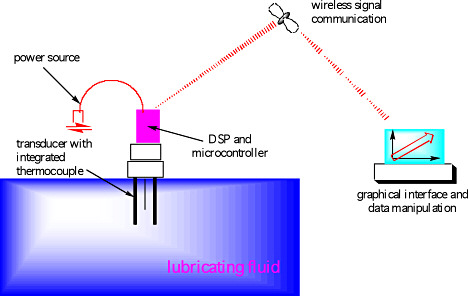 Figure 2. A diagram of the FluiSens system |
The system continuously measures a fluid's temperature and electrical impedances at three frequencies to trend electrochemical changes in lubricating fluids and correlates them to all major functionalities of the lubricant.
Electrochemical-Impedance Spectroscopy (EIS). EIS evaluates the electrical impedances by measuring the frequency-dependent response to an alternating voltage over a frequency range between 0 Hz and hundreds of MHz. FluiSens uses EIS to explore changes in the electrochemical nature of lubricants as they degrade. Electrochemical-impedance trends based on equipment use, measured in distance or operating time, strongly correlate with functionality changes measured in the laboratory.
Using EIS, the system monitors three lubricant electrochemical-impedance properties at three selected alternating voltage frequencies related to the three major lubricant functionalities—friction reduction, contamination and oxidation control, and surface protection. FluiSens uses the trends of these measured impedance properties to diagnose the remaining useful life (RUL) of a lubricant and to diagnose the cause of lubricant degradation.
When an alternating voltage is applied to a material between two metal electrodes, the resulting current flow depends on the type and temperature of the material and the frequency of the applied signal (Equation 1):
| (1) |
where:
| V | = | voltage |
| I | = | current |
| T | = | temperature of the material |
| f | = | frequency of the applied signal |
| ZREAL | = | the real impedance |
| ZIM | = | the imaginary impedance of the material between the electrodes |
Equations 2 and 3 give the impedances:
| (2) |
| (3) |
where:
| A | = | electrode area |
| d | = | electrode separation |
| ρ(f, T) and ε(f, T) | = | the material's electrical resistivity and permittivity, respectively |
| ε0 | = | the permittivity of free space |
Data Analysis. FluiSens' electronics and algorithms interpret impedance changes that:
- Track normal fluid degradation and predict the RUL relative to thresholds consistent with equipment manufacturers' physical or chemical condemnation limits
- Identify fluid top-up/change maintenance events
- Detect fluid or equipment events—such as water, fuel, or coolant leaks—that can lead to rapid performance degradation or possibly catastrophic failure.
FluiSens takes impedance data from lubricants present in equipment operating in the field and applies proprietary fluid condition-monitoring algorithms. The data enable you to evaluate the lubricant's capabilities independent of the formulation details of a specific lubricant.
 Figure 3. Typical impedance responses of lubricant degradation as a function of use or time (Click image for larger version) Figure 3. Typical impedance responses of lubricant degradation as a function of use or time (Click image for larger version) |
The three plots in Figure 3 demonstrate typical profiles of changes in the relative response of high-frequency permittivity ε (relative to the permittivity of fresh fluid ε0), medium-frequency response ZREAL (relative to a peak medium-frequency real impedance ZPREAL), and of the low-frequency imaginary impedance ZIM, measured at an offset voltage (relative to a peak medium-frequency real impedance ZPIM).
The addition of fresh lubricant (shown as a dotted line) or a complete lubricant change can cause substantial variation. Accelerated oxidation, poorer quality lubricant, and changes in contaminant levels or states of dispersion (shown as a dashed line) cause other changes in impedance profiles.
The three measured impedance values at three frequencies have to be rescaled to the initial permittivity ε0 and peak values ZPREAL and ZPIM because of the unique qualities of various industrial lubricants. ε0 varies as a function of base oil type and additive amounts and types. The ZPREAL value depends on detergent-dispersant interactions, and ZPIM is related to the antioxidant and antiwear agents' interactions facilitated by the operational temperature and shear.
During use, the percentage change in the lubricant's high-frequency permittivity varies as a function of the presence of contaminants that affect a lubricant's ability to reduce friction.
The medium-frequency ZREAL depends on the amount, interaction, and oxidation of the detergent and dispersant additives. During lubricant use, ZREAL decreases due to loss of lubricant contaminant control and oxidation stability. The low-frequency ZIM depends on the amount, interaction, and oxidation of the antioxidants and antiwear additives and on the presence of free water/coolant in the lubricant. During lubricant use, ZIM decreases due to a reduction of lubricant surface-protection functionalities or a water/coolant leak.
For each of the trends shown in Figure 3, thresholds indicated by the lines labeled as H1, H2, M1, M2, L1, and L2 can be set consistent with condemnation limits associated with the three lubricants' functionalities so that reaching a threshold correlates with a laboratory EOL determination. The magnitude of the impedance ratios relating to the relevant thresholds, as well as the change of ratios with average use, makes it possible to estimate the lubricant's RUL.
At predetermined intervals, FluiSens reports fluid condition, RUL, and equipment events to a control unit or output device determined by the OEM. In an aftermarket situation, the reports go to the end user.
Benefits. FluiSens directly measures lubrication fluids and provides real-time diagnosis of when and why they must be replaced. Knowing the optimal time to make a change saves fluid by preventing it from being removed too early and avoids costly equipment repair or replacement and downtime caused by changing the fluid too late.
Lubrizol and Delta continue to test FluiSens in a variety of equipment in laboratory stands, under a wide range of conditions. Field tests also are underway in several applications. Commercialization of the system, expected in 2008, will initially be focused on use in applications that include high-value assets, such as mining and construction diesel engines (Figure 4), marine diesel engines, stationary diesel engines, hydraulic equipment, wind turbines, air and refrigeration compressors, power plants, and transformers.
 Figure 4. Initial commercialization of FluiSens focused on high-value assets, such as mining and construction diesel engines (Photo courtesy of The Lubrizol Corp.) |