
Superior bonding strength and long shelf life have made two-component adhesives the material of choice for automotive engineers. However, the technology to accurately measure mix ratios has been virtually nonexistent. The antiquated "Dixie Cup Test" as a calibration method leaves many potential problems undetected (see the sidebar, "What Is the Dixie Cup Test?"). Ford Motor Co. and Real Time Ware have devised a new technology for monitoring the complete dispensing cycle, start to finish. Ferromagnetic tagging, FMT3000, ensures accurate mixing.
How Does It Work?
In contrast to the "Dixie Cup Test," FMT3000 monitors the proportions of the mixture flow as it is dispensed, rather than measuring volumetric content. In operation, one of the two components to be mixed is tagged with a metallic powder (see Figure 1).
 Figure 1. Component B is tagged and mixed with component A. Out-of-specification ratios are rejected and accurate mix ratios are accepted. |
|
| instantaneous flux = ƒ = F sin(ωt) induced voltage = V = N δƒ/δt = ωNFcos(ωt) ω = 2 × π × frequency |
where:
| t | = | time |
| F | = | peak flux |
| N | = | number of turns |
By randomly mixing a 2:1 ratio, for example, the instantaneous flux is reduced by 2/3 F. The resulting induced voltage, V2, will also be reduced by 2/3 or 66.66%.
If the tagged material (resin) is thoroughly mixed with the catalyst, the electrical response from the flux will vary linearly with the percent of resin (see Figure 3).
 Figure 3. The tagged material is evenly distributed when accurately mixed. The electrical response will vary linearly. |
We now have an accurate way to measure the desired ratio. If the resin-to-catalyst mixture is 2:1, the final mix will have 66.67% of the initial resin concentration. An incorrect mixture will cause a nonlinear response that triggers an off-ratio alarm.
As an experiment, try filling a jar with two parts tagged sand and one part water. Thoroughly mix the solution and watch FMT3000's response as it sits on a table. A cloudy, well-mixed solution is initially accepted. Over time, the tagged sand settles to the bottom and causes an off-ratio mixture, which FMT3000 rejects. The volumetric ratio has not changed, but the contents of the jar are not a true mixture. This is an important aspect of the technology. Removing the static mixing element from the mixing tube creates a non-mixed adhesive with the correct volumetric value, but it neither hardens nor adheres. This problem goes undetected with conventional dispensing systems.
Putting It to Work
FMT3000 can be used with any mixing process, is adaptable with tight tolerances to any combination of components such as powders or liquids, and is not limited to ferrous tagging. Application areas include:
- Paints
- Rubber
- Asphalt
- Cement
- Plastics
- Pharmaceuticals
- Foods
It should be noted that the process of selecting an appropriate mixer is not trivial. The specific application must be taken into account, as well as the properties of the mixing device and the components to be mixed. The end user's dispensing method can also play an important role. For instance, a pneumatic or meter/mix/dispense applicator would tolerate a greater resistance to flow, and therefore a smaller diameter or longer mixer than would be possible with a manual dispenser.
Various options are available for the FMT3000. Its two sensors are easily retrofitted into an existing dispensing system (see Figure 4).
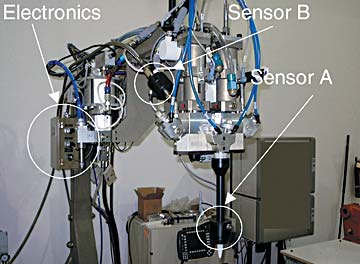 Figure 4. As the material is dispensed, the sensors perform a 100% inspection of mix accuracy. |
The electronic signal conditioning can be serially connected into a PC, PLC, or stand-alone embedded microproc- essor system. Laboratory equipment and master are available as well.
The FMT3000 system is currently in operation at Ford Motor Co.'s Dearborn Stamping plant for F150 enclosures; at the Chicago Heights facility for the Ford 500 and Freestar closures; and at the Woodhaven Stamping plant for the Mustang Hood. It is patented by Ford Motor Co. and Real Time Ware, which has exclusive worldwide rights to the technology.
Acknowledgment
The author wishes to thank Dr. Daniel Ondrus, a Technical Leader at Ford Motor Co. and principal inventor of the ferromagnetic tagging patent held by Ford Motor Co.
|
