

Temperature measurement is key to many applications, but both standard resistance temperature devices (RTDs) and thermocouple sensors have characteristics that inherently cause inaccuracies. The temperature sensor's physical and electrical isolation is one potential major source of error. Over time, the isolation value is affected by a range of issues, including heat, radiation, contamination, vibration, physical or chemical influences, and electromagnetic frequencies. New technology is being developed that alerts plant operators immediately to possibly invalid measurements, increasing process efficiency and profitability, reducing product waste, and giving full control over the measuring chain. An example is the embedded diagnostic feature, developed by KROHNE, which offers the earliest detection of a compromised temperature sensor and/or measured value caused by sensor isolation errors.
Sensor Isolation Basics
Thermocouple and RTD sensors are embedded into a sensor sheath, usually as an integral component of an industrial temperature assembly. Figure 1 shows the standard components of such an industrial temperature assembly.
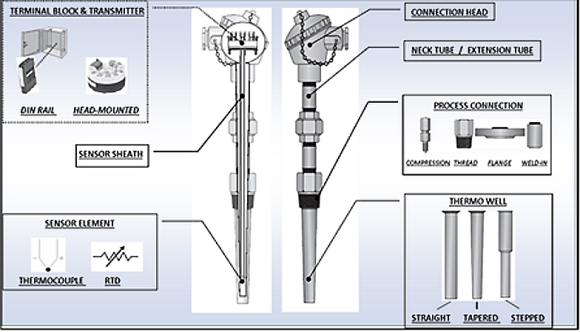
Thermocouple and RTD elements are extremely sensitive and must be isolated from the many types of external process environment influences that induce measuring errors. Examples include vibration, contamination, corrosion, compromised sensor sheath, radiation, electromagnetic interference, and even humidity.
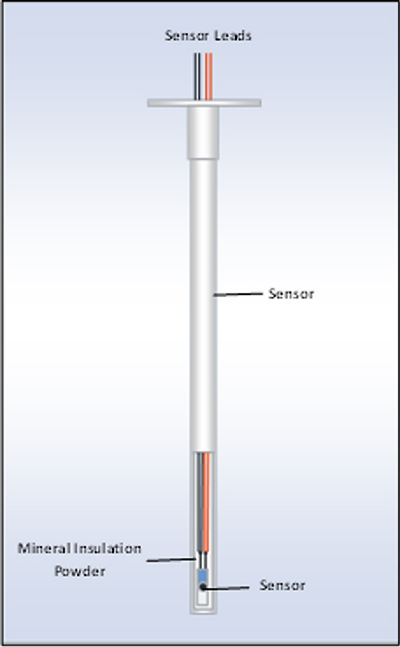
Achieving the necessary sensor isolation is done by constructing an insulated measuring sheath, also known as a sensor sheath. These are most commonly made of 316L stainless steel metal tubing, inside of which run lead wires that are terminated to a sensor element at one end of the sheath. Magnesium oxide (MgO) or aluminum oxide (Al2O3) powder is packed into the sheath as an insulator to the RTD or thermocouple sensor and lead wires.
The sheath end cap is welded closed, and a hermetic seal is used at the opposite end of the sheath where the lead wires are exposed for termination to either a transmitter or ceramic terminal block. This effectively isolates the sensor element from the outside world. Figure 2 shows a typical measuring sheath design.
Next page
How Isolation Errors Occur
Isolation errors can occur in both thermocouple sensors and RTDs, each in a different way. The thermocouple sensor's electromagnetic field is not particularly sensitive to low isolation values, but a low isolation value will create a new measuring point in the approximate location of the low isolation. If this occurs near the thermocouple's true measurement (hot junction) location, the error will be negligible. But a significant error may result if the low isolation point is elsewhere in the sensor sheath.
Figure 3 shows thermocouple isolation errors that can occur when a thermocouple is connected to a temperature transmitter. As shown on the top diagram, if low isolation RISO is located where temperature T2 differs from the temperature at the measuring point T1, there is a measuring error. The measured temperature value will be between that of T1 and T2. Low isolation in thermocouple sensors can also cause a fail in the sensor break alarm (see bottom diagram) because the monitoring current is allowed to pass through RISO.

Poor insulation resistance is the largest cause of measurement error and failure in RTD sensors. For example, Figure 4 is a wiring diagram for a Pt100 sensor in a two-wire configuration to a transmitter. (The Pt100 is particularly sensitive to low isolation resistance.)
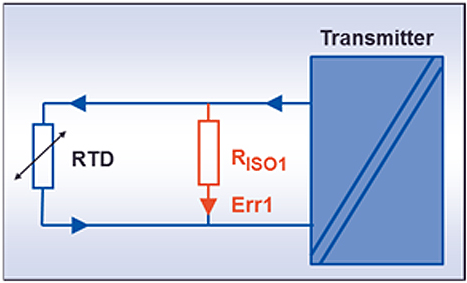
Isolation resistance between the sensor leads is shown by Err1. Measuring current passes through the Pt100 element, while a fraction of the current Err1 normally passes through the isolation resistance RISO1.
When the resistance isolation value is lowered, a larger fraction of the current can pass through the isolation resistance. As a result, the combined voltage measured by the transmitter is significantly lower. This means that measured output will be lower than the actual temperature at the Pt100 sensor. This occurs whether or not there is galvanic isolation in the transmitter. In some cases, baking the RTD assembly will increase the insulation resistance and recover the RTD sensor element.
Next page
Figure 5 shows a ground loop in an RTD, when the transmitter has no galvanic isolation between the input and output. A low isolation resistance between ground RISO2 and the sensor can carry a significant amount of the supply current Err2.The measured temperature value in this situation is too low.
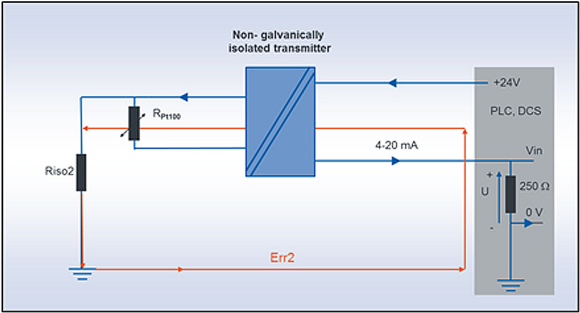
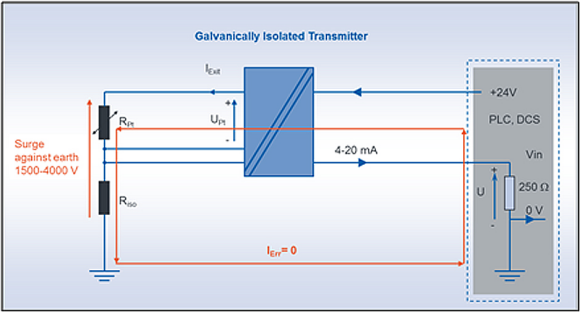
Using a transmitter with galvanic isolation can correct this type of isolation error, as shown in Figure 6.
New Technology Monitors Isolation
New technology is now available that monitors isolation resistance of the sensor and sensor leads. One approach is using a microprocessor-based transmitter that can handle several additional measurements and controls over and above purely voltage (thermocouple) or Ohm value (RTD) signals. The specially constructed sensor's sheath is equipped with a separate conductor within the insulation itself, and independent of the sensor loop. If the isolation falls below a pre-defined user set value, an isolation specific output signal generated by the transmitter will fault to a pre-programmed value that will indicate a likely sensor failure is imminent. This technology works with both thermocouples and RTDs.
This diagnostic feature provides the earliest detection of a compromised temperature sensor and/or measured value caused by low isolation errors in both 3-wire Pt100 RTDs and thermocouples. With the technology, operators can monitor both the sensor and the conductors from the sensor terminals to the transmitter terminals, giving full control over the measuring chain from the measuring point to the transmitter.
This new technology is especially essential where temperature is critical to a process, in which case the diagnostic function allows for proactive maintenance and repair planning rather than a reactive approach. It lets plant operators know the very instant a measured temperature value is not valid, so they can plan around or adjust the process. It can save days and even weeks of erroneous measurement and thereby increases process efficiency and profitability by reducing the expense of wasted or sub-standard product. Finally, it provides an extra buffer step in the process plant's maintenance, repair and overhaul (MRO) process. By eliminating emergency replacements a proactive, planned approach can be used instead.
Next page
Figure 7 shows a Pt100 sensor equipped with this integrated isolation monitoring in a 3-wire RTD. (The independent measuring lead is labeled CONDISO). The user-defined limit for low isolation can be set between 50 kiloohm (kΩ) and 500 kΩ. Additional error due to low isolation value RISO must also be taken into account.
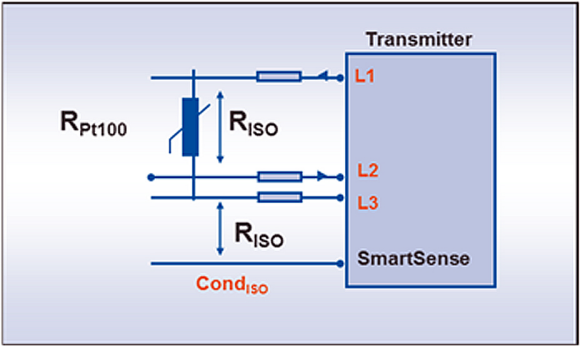
Table 1 shows the measurement errors that would occur at various lead wire resistance values, given a measuring temperature of +750°F.
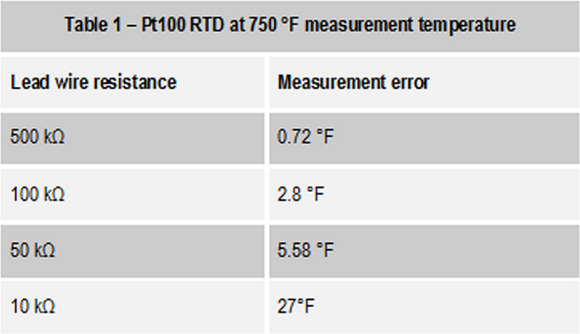
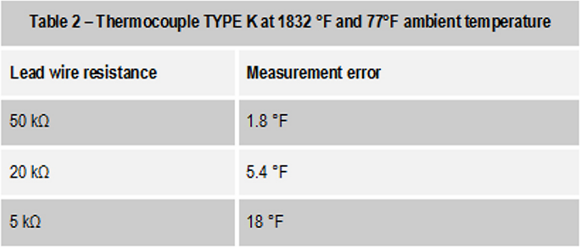
Figure 8 shows a graphic portrayal of integrated isolation monitoring in thermocouples using the SmartSense technology, for which a user-defined limit for low isolation can be set between 20 kΩ and 200 kΩ.
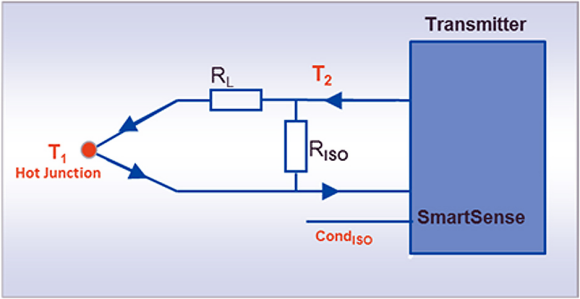
Table 2 shows the measurement errors that would occur at various lead wire resistance values, given a measuring temperature of +1,832°F and an ambient temperature of +77°F. These types of errors may produce control responses that could significantly affect the end product.
Conclusion Low isolation resistance produces erroneous measurements in all brands and types of temperature sensors. By using a separate conductor within the measuring sheath that is independent of the sensor loop, operators can monitor a sensor's isolation resistance and make adjustments to improve process performance. Additionally, this allows operators to optimize their overall operations through proactive maintenance instead of reactive process interruptions.
About the Author
Joe Incontri is Director of Marketing at KROHNE, Inc., the North American arm of KROHNE AG. Before joining KROHNE, Joe was International Marketing Manager for Barton Instruments (formerly ITT Barton) in City of Industry, California. Joe has a CIT degree in Industrial Instrumentation Technology from Vanier College in Montreal, Canada. He has been employed in the instrumentation industry since graduating from college, first in Canada and since 1992 in the USA. For more details, visit http://us.krohne.com.
Related Stories
Sustainable Farming and the IoT: Cocoa Research Station in Indonesia
Embedded Sensors For Critical Compact Applications
Analog Temperature Sensor Is Somewhat Accurate ... sometimes