

Introduction
A well-respected manufacturer of tilt, shock, and vibration sensors required the use of a micro-miniature rivet-shaped part as a sensor component on its devices. This US based micro-miniature board-level sensors manufacturer had been sourcing these particular micro-miniature rivets from two suppliers because, historically, the same parts from alternate suppliers frequently resulted in a higher than acceptable rejection rate, and they needed to cover their bases.
The existing suppliers were using cold forming techniques to manufacture the identical micro-miniature rivet part. In finding that one of these suppliers was unable to maintain the tight specifications required on a consistent basis, and desiring not to be dependent on a single source, the customer sought a new supplier partner. This case study examines efficiency gains and scrap reduction due to early and effective collaboration to improve design for functionality.
What Is Cold Forming?
Cold forming is the application of force with a punch to a metal blank staged in a die. The force exceeds the alloy's elastic limit, causing plastic flow until the metal blank assumes the shape bound by the punch and the die.
As the name implies, this method of forming is achieved by force alone, forgoing the application of additional heat or cutting and shearing. Consequently, cold forming does not re-anneal or mechanically damage the material's original metallurgical structure like other processes can. In fact, quite the opposite occurs: it often makes the finished part inherently stronger by compressing the native material grain.

Micro-miniature sensor housings that resemble tiny rivets but are much more complex.
Cold forming is not a new technology for manufacturing micro-precision components, yet it is still not well known or understood among new product development (NPD) teams. One of the reasons for this is a widespread lack of related course work in engineering schools.
The cold forming process has some advantages over alternate manufacturing methods such as machining, MIM, and stamping; however, there are limitations to its ability to hold exact tolerances in every dimension because of the way a cold formed part is made. When the force of the die compresses the blank component, material must often find a way to flow out in other non-contained directions. The key here is to identify which dimensions of the part are critical and non-negotiable and which have some breathing room, because if the part can be cold formed with agreement on these considerations, it can be done at a fraction of the cost of other techniques.
Next page
Enter A New Player
An alternate custom micro-miniature cold forming manufacturer became aware of the company's dilemma via a mutual contact. With the customer's agreement, the contractor referred the customer to the new cold forming supplier. Once the two parties were engaged in discussion, it was apparent that the components required extraordinary precision, even by normal cold forming standards, because so many of the dimensional tolerances were specified as critical.
While cold forming can produce extremely complex part morphologies, one of the anomalies of the technique is that there can be some sections where material flow cannot be naturally contained as the rest of the part is forged. So, with cold forming, an experienced applications engineer will query the customer about which tolerances are functionally critical and which are features or dimensions that can vary slightly from spec. This knowledge is transferred to the tool design team, who then can develop a part progression ideally suited for the application requirement.
Perfection At What Cost?
In this case, both the sensor manufacturer and the cold forming manufacturer agreed that the parts could be made more perfectly to the customer's original specification via machining than by cold forming, but also acknowledged that the manufacturing cost would be prohibitive. Given the customer's understanding of the strengths and limitations of cold forming, the cold forming manufacturer's in-house engineering team partnered with the sensor manufacturer to evaluate prints and then exchanged ideas on possible revisions to the geometry of the part, assuring that the critical sections comply with tolerances, while allowing a bit of relief on non-functional sections.
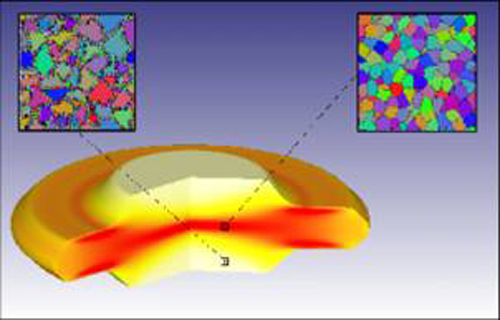
Finite element analysis assists engineers determine component manufacturability.
During the design process, the sensor manufacturer was so impressed with the supplier's problem-solving approach that they issued further RFQs on other parts with equally difficult geometries.
In The End
Key take-aways from this process include:
- Collaborative engineering and design yields faster proof of concept and eliminates rejects.
- Consideration of alternate manufacturing methods early in the customer's product design stage leads to reduced tooling and manufacturing lead times.
- Knowledgeable, open sharing of the strengths and weaknesses of various manufacturing techniques reduces rejections and delivers better quality parts at lower cost.
About the Author
Timothy Kardish joined Sussex Wire in 2012 and is responsible for executing a growth strategy, transitioning company culture to Lean continuous improvement Best Practices and operational and financial performance. Prior to joining Sussex Wire, Mr. Kardish's career included CEO appointments within technology-driven manufacturing companies at a private equity backed business (APSNovastar) and a wholly owned subsidiary of a publically traded company (Labsphere). Mr. Kardish earned a Bachelor of Science degree with a dual major in Information Systems and Marketing from the Erivan K. Haub School of Business at St. Joseph's University.
Sussex Wire, Inc., located in Easton PA, is a leading global cold heading manufacturer of custom precision miniature and micro metal components and cold-headed parts. Sussex Wire's design engineers use vertically integrated capabilities such as finite element analysis, prototyping, tooling, custom turn-key manufacturing technology and cellular work centers to produce small specialized parts in very high volumes with extraordinary precision.
Related Story
The Effects of Cold Climates on Pressure Transmitters