
The chilled mirror hygrometer (CMH) has been used as a NIST-referenced humidity transfer standard in metrology laboratories for the past four decades. Its principle of operation is simple and elegant. Its totally inert construction, wide measuring span, and high precision have led to thousands of industrial control installations. The proper application of any process monitoring device, and especially a humidity sensor, first requires a good understanding of how the sensor works and its advantages as well as its limitations. That is what this article is all about.
 |
How They Work, and a Look Inside
CMHs make a direct measurement of the dew point temperature of a gas by allowing a sample of gas of unknown water vapor content to condense on an inert, chilled, mirror-polished metal surface. Thermoelectric modules are typically used to chill the surface. A beam of light, usually from an LED, is reflected from the surface into a photodetector (see Figure 1). There are a variety of other types of condensate detecting schemes, but light reflection from a mirrored surface is the classic method.
 Figure 1. Chilled mirror hygrometers (CMHs) detect dew point by cooling a reflective condensation surface until water begins to condense. The condensed fine water droplets are detected optically by components such as shown here. |
With a properly designed feedback system, the mirror is maintained at the temperature at which the rate of dew condensation exactly equals the rate of the dew layer's evaporation. In this state, the mass of the dew layer is neither increasing nor decreasing, and the deposit is in dynamic equilibrium with the water vapor pressure of the surrounding gas sample, thus defining the dew point temperature of the sample. Under such conditions, the surface temperature of the metallic condensation surface represents the saturation temperature for the water vapor in the gas under measurement. A second detector is sometimes used to monitor the polarization of the scattered light, and allows automatic determination of the phase of the condensate, i.e., dew point or frost point.
A typical CMH, in contrast to many other humidity sensors, can be made very inert, rendering it virtually indestructible and minimizing the need for recalibration. A full-range dew point sensor is capable of handling dew points from >100°C to as low as –70 °C The gas sample contacts only inert materials: a glass or quartz lens, a Teflon O-ring, and a stainless steel housing and metallic condensation surface. Among the inert mirror materials are gold, chromium-plated silver or copper, and titanium nitride. A common design for the mirror for use in harsh industrial applications is either a copper or silver mass for the mirror, covered by a thin, polished stainless steel sheath (see Figure 2).
 Figure 2. In a typical CMH, the gas of interest contacts only inert materials: a glass or quartz lens, a Teflon O-ring, and a stainless steel housing and metallic condensation surface. |
One advantage of the CMH is that it is possible to clean the sensing surface and thus preserve the instrument's precision. A modest degree of dust or other insoluble particulate provides nucleation sites on which dew or frost can form, thereby enhancing response time. Convenient access to the mirror surface is provided by either a hinge between the optical components and the mirror, or a cleaning port. Many versions of the CMH are on the market today (see Figure 3).
 Figure 3. CMHs are available in a variety of configurations. |
Where CMHs Work Best
Metrology. A properly designed and maintained CMH provides measurements with uncertainties several orders of magnitude less than those of other popular humidity sensors. The CMH's inherent precision, especially when equipped with a 4-wire platinum resistance thermometer to measure the mirror temperature and a medium-power microscope to monitor the mirror condition, makes it an ideal NIST-traceable transfer standard. (NIST provides a calibration service for field instruments maintained as transfer standards.)
Environmental Testing. The CMH is ideal for measuring absolute humidity in the environmental test laboratory. It is often used as a NIST-traceable standard to monitor the accuracy of other instruments such as the relative humidity sensors used to control environmental test chambers.
Furnace Atmospheres and Highly Contaminated Environments. The inert nature of the CMH renders it impervious to most contaminating substances and allows it to be repeatedly cleansed, resulting in very long-term sensor life without loss of calibration. These inert characteristics make it well suited for use in gas streams where high levels of contaminants in the sample gas would render less inert types of humidity sensors inoperable. For example, CMHs are widely used to monitor dew points of carbuerizing atmospheres employed in the heat treating of metals. In such applications, easy access to the mirror for cleaning is especially desirable (see Figure 4).
 Figure 4. The mirror in a CMH requires periodic cleansing. This design, shown in the open position, features a hinge between the optical components and the mirror for convenient access to the mirror. An alternative design incorporates a cleaning port. |
Moisture-Sensitive Manufacturing. The specialized packaging environments required in the manufacture of pharmaceuticals, films, coatings, and other products are often monitored with CMHs. Again, their long-term precision and NIST traceability make them the instruments of choice. Furthermore, because these processes are usually less sensitive to instrumentation costs, the higher price of CMHs is less a factor in selecting a humidity-monitoring scheme.
High-Temperature Gases and Dew Points. CMH sensors are frequently chosen for the measurement of dew point temperatures above ambient temperature. Air- and water-chilled sensors were built as far back as 1966 to monitor early Apollo hydrogen fuel cells operating at 250 °C and 700 psig. With today's thermoelectric cooling technology, dew points up to 100°C(and higher, assuming above-atmospheric pressures are present) are readily handled. In such applications, all surfaces in contact with the sample gas must be held at a temperature higher than the highest dew point anticipated; otherwise, condensation will occur on these surfaces and the measurement will be in error. Sample lines must also be heated.
In sensors intended for high-temperature dew point applications, it is common practice to use electrical cartridge heaters with thermostatic control to maintain the sensing cavity walls above the highest dew points anticipated. Solid-state optical components such as LEDs and detectors are therefore held at a temperature below their rated operating temperatures (typically 85°C) to prevent their deterioration and ultimate failure. This can be accomplished by thermally isolating these components from the heated sensing compartment.
. . . and Where They Don't
Some applications are unsuitable for CMH devices. Here are a few tips on where not to use them.
Gases That React with Water. Reactive gases such as chlorine, oxides of sulfur, and ammonia tend to gradually react with the water dew deposit on the mirror, forming an acid or caustic that causes incorrect (i.e., higher than normal) equilibrium dew point readings. Of course, some applications such as the measurement of condensables in stack gases require measurement of acid dew points. In general, measurements of humidity in water-reactive gases have long challenged the industrial process engineer and, short of laboratory analytical methods, they remain unsolved.
Gas Mixtures Where the Gas Vapor Dew Point Is Higher Than the Water Vapor Dew Point. A CMH measures absolute humidity in terms of dew point temperature. As the mirror cools to the dew point, it will tend to control on the first condensate that occurs. For example, in the case of methane/water vapor mixtures, especially at the well head, the methane dew point is often higher than that of the water vapor dew point, and the instrument will control on and read out the methane dew point rather than the water vapor dew point. In the manually operated "Dew Point Tester," the U.S. Bureau of Mines standard instrument for water vapor measurements in methane, the user can override this condition by simply ignoring the buildup of the methane deposit and continue chilling the mirror until the water vapor dew point is reached. This is not possible in the automatic CMH, and such applications should be avoided.
Compromises Required at Very Low Dew/Frost Point Measurements. The degree to which the mirror can be chilled, i.e., depressed below the heat sink temperature, and hence the lowest dew or frost point that can be measured, is determined by the capabilities of the cooling method. Thermoelectric (TE) devices (Peltier coolers) are available as staged arrays, but devices with more than three stages offer only marginal improvement in cooling capability and are increasingly fragile with a tendency to failure. The amount of mirror surface cooling that can be reliably achieved with a two-stage TE device is limited to ~65°Cbelow the heat sink temperature at ~25 °C cThat is, from room temperatures of 25°C, frost points measurements are limited to about –40 °C A finned heat sink design with forced-air cooling as shown in Figure 2 ensures that the heat sink does not rise above room temperature, thereby reducing the sensor's depression capability.
A third stage of TE cooling can provide a few more degrees of cooling capability. Use of an integrated auxiliary cooling loop for chilled water or glycol to assist in removing heat from the hot side of the TE heat pump allows lower frost point temperatures to be measured. As a generalization, however, chilled mirror hygrometers become unwieldy and expensive for measuring frost points below about –70 °C Most industrial gases at low water vapor levels are typically "clean," i.e., they have minimal contaminants, and the inert advantages of the chilled mirror sensor are not so evident. Other types of humidity sensors are often the better choice for very low humidity measurements, especially if the gas is free of contaminants and where the precision offered by the CMH is not required.
Potential Problems and Their Solutions
Response Time of Low-Humidity Measurements. At normal dew point temperatures between ~0°Cand the saturation temperature of the gas under measurement, CMH response time is governed primarily by the rate at which its thermoelectrically cooled mirror can change its temperature, the so-called "slew rate" of the device, which is typically 1°C –3°C /s.
As the frost point temperature lowers, response time of humidity measurements becomes more of a function of the available water in the sample and becomes increasingly slower, regardless of the type of humidity sensor used. To further retard the response, all the sample plumbing upstream of the sample cavity itself has sufficient surface porosity to exhibit outgassing characteristics. This outgassing causes considerable lag in the response of the system to reach a final, stable, reading. The problem is common to all types of low-humidity measuring instruments, but reducing the sensing cavity volume as much as possible minimizes response lags. Sampling hardware at low dew points should be degreased, acid scoured, and purge-air dried stainless steel tubing.
Sample Flow Rates. Another variable to keep in mind is the sample's flow rate over the condensation surface. Although flow rate does not usually affect CMH measurement precision, a rate that is too low will cause sensor response to lag. Too high, and there will be an excessive thermal load on the mirror. The resulting reduction in the mirror's cooling capability will adversely influence the lowest dew point that can be measured. This is particularly problematical when measuring dew points in gases with high thermal conductivity, such as helium or hydrogen. A compromise must be struck between response time, which favors a high flow, and available dew point depression.
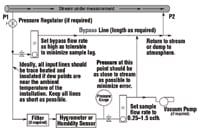 Figure 5. When placing the sensor in the gas flow path or adding a pressure tap is not feasible, a sampling system is required. |
Many dew point measurements, such as in a duct or process flow line, can be made by placing the sensor in the flow path, or connecting it by means of a simple pressure tap. Where this simple approach is impossible, a sampling system becomes necessary. When a simple sampling system (see Figure 5) is implemented with hardware, the costs increase substantially and can exceed that of the CMH, especially if the hardware must be stainless steel and glass. A typical hardware implementation is shown in Figure 6.
 Figure 6. This is a typical hardware implementation of the sampling system in Figure 5. |
Summary
The operating principle of the chilled mirror hygrometer is simple and fundamental. Its inert construction allows it to measure humidity in atmospheres that could be destructive to most other types of humidity sensors. The instrument is best suited to applications that are not cost sensitive and which require maximum precision of measurement and long-term stability of calibration.
David J. Beaubien is Director of Research, Yankee Environmental Systems, Inc., Turners Falls, MA; 413-863-0200, [email protected] , www.yesinc.com.