
For years, manufacturers have successfully used infrared (IR) technology for temperature measurement and control. Even though the technology offers many proven advantages, instrumentation suppliers continue to develop new products, further improving the accuracy, reliability, and ease of use of these devices in demanding production environments.
The Evolving Role of IR
For manufacturers, temperature is a critical indicator of the condition of a process, product, or piece of machinery. Accurate temperature monitoring improves product quality and increases productivity. Downtimes are reduced because production processes can proceed without interruption—and under optimal conditions. Plants, factories, and other industrial facilities use IR thermometers to obtain precise temperature measurements in a wide range of automation applications. These instruments can measure temperature without coming into physical contact with the product or other target. This ability is based on Planck's law of blackbody radiation, which states that every object emits radiant energy, and the intensity of the radiation is a function of the object's temperature. The sensor simply measures the intensity of radiation, thereby measuring an object's temperature (Figure 1).
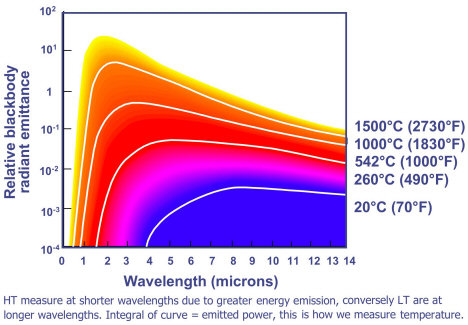 Figure 1. Spectral characteristics of blackbody radiation |
IR technology is not a new phenomenon, but recent innovations have reduced costs, increased reliability, and enabled greater measurement resolution. All these factors have led IR measurement to move into new applications.
Application Considerations
Although IR temperature measurement offers many benefits for industrial operations (see sidebar "Advantages of IR Technology"), you must understand the inherent characteristics of the technology when it's used in a real-world environment. For example, IR measurement targets must be optically visible to the sensor. Obstacles, such as a closed metal reaction vessel, allow only topical measurement—the inside of the container cannot be measured. In addition, the optics of an IR sensor must be protected from particulates and condensing liquids.
There are several important factors to consider when implementing IR temperature measurement.
Optical Resolution. The optical system of an IR thermometer collects the emitted IR energy from a circular measurement spot. The target must completely fill this spot; otherwise the sensor will "see" other temperature radiation from the background, making the measured value inaccurate.
Optical resolution of IR thermometers is specified by the D:S ratio, which is determined by comparing the distance from the object to the sensor (D) with the size (i.e., diameter) of the spot being measured (S). The larger the ratio number, the better the sensor's resolution and the smaller the spot size that can be measured from greater distance. For instance, a 1 in. spot on a target measured at a distance of 10 in. has a D:S ratio of 10:1 (Figure 2).
 Figure 2. The optical resolution of IR thermometers specified by the D:S ratio |
IR sensors on the market today have D:S ratios ranging from 2:1 (low optical resolution) to more than 300:1 (high optical resolution). The higher the optical resolution, the more costly the optics tend to be.
At some industrial sites, steam, dust, and smoke can prevent accurate IR measurement by obstructing the unit's optical sight path. Noise, electromagnetic fields, or vibration can also have an adverse effect on the sensor's performance.
Target Sighting. A variety of optical aiming techniques are used with noncontact IR temperature sensors. The simplest thermometers have no sighting mechanism because they are intended for nearby targets only. As you move farther from the target, you need a sighting guide.
Target-sighting options for IR sensors range from simple bead-and-groove gun sights (purely mechanical sights intended for short to intermediate distances) to integrated or detachable optical viewfinders, through-the-lens sighting, and integrated or detachable light-beam markers.
Laser sighting provides a single beam that accurately indicates the center of the target area or draws a circle around the target, removing any doubt about the measurement area. In bright or outdoor light or over long working distances, the laser may not be visible.
Through-the-lens sighting is similar to a camera; the operator looks through the lens to view the target spot. This approach is effective in any light but generally more expensive than comparable laser sighting.
Regardless of the chosen sight, improper aiming of an IR thermometer during installation can affect its readings and limit your ability to control process-temperature set points. This is a common problem in applications where the line of sight to the product is obstructed or where the atmosphere makes it difficult to view the target.
Variable Emissivity. Emissivity is the measure of an object's ability to emit IR energy. Emitted energy indicates the temperature of the object. Emissivity can have a value from 0 (a shiny mirror) to 1.0 (a blackbody). Most organic, painted, or oxidized surfaces have emissivity values close to 0.95 (Figure 3).
 Figure 3. A graph of emissivity vs. wavelength shows the spectral distribution of different emissivities |
Objects can reflect, transmit, and emit energy, but only the emitted energy indicates the temperature of the object. When IR thermometers measure the surface temperature of a target, they sense all three kinds of energy. Measuring errors are often caused by IR energy being reflected by light sources. Therefore, it is essential to select the correct thermometer for the application and install it properly.
The accuracy of process temperature readings depends on the ability of the IR sensor to compensate for target emissivity. Although preset emissivity values can be used with online sensors to monitor targets of constant emissivity, measurements of materials with variable emissivity require an accurate and reproducible emissivity adjustment.
By definition, metal targets have variable emissivity and reflectivity that can change from part to part and vary with temperature. Thus, every application involving metal has the potential for emissivity-related problems.
Most current IR sensor designs have adjustable emissivity settings, usually from 0.1–1.0. However, these instruments typically use long wavelengths to measure lower temperatures, where limited IR energy is available. The problem here is that long wavelengths are more sensitive to emissivity changes than short wavelengths. Ideally, the sensor should use the shortest wavelengths possible to improve accuracy (Figure 4).
 Figure 4. Temperature errors due to emissivity uncertainty |
Latest Technology Advancements
Instrumentation companies have pioneered advances in IR thermometers, line scanners, and imaging systems, addressing a host of application challenges. The new breed of IR sensor technology provides better accuracy, higher reliability, and greater ease of use.
Today's IR thermometers measure temperatures of dynamic processes quickly and efficiently. Unlike other technologies, they allow you to quickly adjust process parameters to optimize product quality. The sensors also increase production efficiency and improve yields by delivering greater measurement resolution and more temperature data. IR thermometers can measure large areas or small spots. Sensor design improvements have also brought about a number of specific benefits.
Easier Sighting. To address sighting problems with IR thermometers, instrumentation companies have developed sensor platforms that combine through-the-lens target sighting with either laser or video sighting. This approach ensures correct aiming and target location under the most adverse conditions.
Thermometers can also incorporate simultaneous real-time video monitoring and automated image recording and storage—thus delivering valuable new process information. You can quickly and easily take snapshots of the process and include temperature and time/date information in your documentation.
Higher Resolution. Compact IR thermometers offer twice the optical resolution of earlier, bulkier models, extending their performance in demanding process-control applications and allowing replacement of contact probes. These sensors are suited for various uses in thermoforming and drying processes, paper mills, printing, paint booths, and food and tobacco processing.
Some new IR sensor designs use a miniature sensing head and separate electronics. These devices can achieve up to 22:1 optical resolution and withstand ambient temperatures approaching 200°C without any cooling. This allows accurate measurement of very small spot sizes in confined spaces and difficult ambient conditions. The sensors are small enough to be installed just about anywhere and can be housed in stainless steel enclosures for protection against harsh industrial processes.
Innovations in IR sensor electronics have also improved signal processing, including emissivity, sample and hold, peak hold, valley hold, and averaging functions. With some devices, these variables can be adjusted from a remote interface for added convenience (Figure 5).
 Figure 5. Signal processing improvements resulting from sensor electronics innovations |
Greater Flexibility. You can now choose IR thermometers with motorized, remote-controlled variable target focusing. This capability allows fast and accurate adjustment of the focus on measurement targets, either manually at the rear of the instrument or remotely via an RS-232/RS-485 connection, where adjustments can be monitored via real-time video (Figure 6).
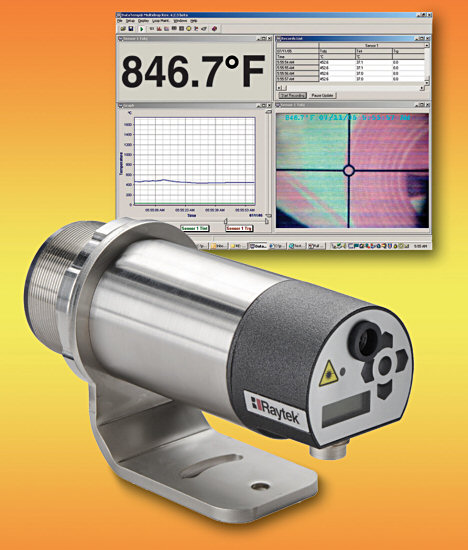 Figure 6. Raytek's Marathon MM Series IR thermometer, which combines through-the-lens sighting with either laser or video sights |
IR sensors with remote-controlled variable target focusing can be configured according to each application's requirements, reducing the chance of incorrect installation. Engineers can fine-tune the sensor's target focus from their own office and continuously observe and record temperature variations in the manufacturing process so that immediate corrective action can be taken. This solution is particularly useful for large, multiple sensor installations, where sensors are periodically replaced or the distance to the measurement object changes.
Suppliers are further improving the versatility of IR temperature measurement by supplying field-calibration software, which allows you to calibrate sensors on site. Also, new IR sensors offer different means of physical connection, including quick-disconnect connectors and terminal connections; different wavelengths for high- and low-temperature measurement; and a choice of milliamp, millivolt, and thermocouple signals.
Increased Accuracy. Instrumentation designers have responded to emissivity issues by developing short-wavelength IR sensors that minimize errors caused by the uncertainty of emissivity in low-temperature applications (e.g., annealing). These devices are not as sensitive to changes in the emissivity of the target material as conventional, high-temperature sensors. As such, they provide more accurate readings across varying targets at varying temperatures.
IR temperature measurement sensors with automatic emissivity correction enable manufacturers to set up predefined recipes to accommodate frequent product changes. By quickly identifying thermal irregularities in the measurement target, you can improve product quality and uniformity, reduce scrap, and improve operating efficiency. If a fault or defect occurs, the sensor can trigger an alarm to allow for corrective action.
For example, manufacturers of low-emissivity ("low-E") glass can automatically adjust the emissivity value when changing glass types or coatings during the tempering process, and replace manual corrections (with regard to alarm thresholds) with automatic controls.
In this application, an IR line scanner monitors the temperature distribution on the coated top side of the heated glass sheets and produces a thermal image activated by a temperature value or an external trigger. A point sensor mounted under the process line measures the uncoated surface and, therefore, the true temperature of the glass. Using inputs from both the line scanner and the point sensor, system software creates an accurate thermal image of the glass sheet.
Greater Efficiency. Industrial manufacturers are finding that enhanced IR sensing technology can streamline production processes. When using an IR temperature measurement sensor for induction heating, operators can pick a part number from an existing temperature set point list and automatically record each peak temperature value. This eliminates sorting and increases cycle times. It also optimizes control of heating zones and increases productivity.
In thermoforming, IR sensor technology can optimize thermoplastic demolding processes. Thermoformers sometimes run their ovens too hot or leave parts in the mold too long. By using a thermoforming system with an IR sensor, they can maintain consistent cooling temperatures across molds, increasing production throughput and allowing parts to be removed without significant losses due to sticking or deformation.
Today's IR temperature measurement technology can improve the reliability and efficiency of the most demanding industrial operations. You can save thousands of dollars and hundreds of worker-hours by implementing noncontact IR temperature measurement systems.
|